- Широкоформатные принтеры
- Запасные части
- Запасные части для широкоформатных принтеров
- УФ-лампы для принтеров
- Печатающие головки
- Дамперы
- Парковки и парковочные станции
- Шлейфы и соединительные кабели
- Адаптеры, соединительные элементы
- Помпы чернильные, помпы вакуумные, насосы
- Фильтры и спонжи
- Ленты энкодера, датчики линейных перемещений
- Вайперы
- Чернильные картриджи и СНПЧ
- Датчики линейных перемещений, сенсоры
- Двигатели, Скан-Моторы
- Электронные платы
- Трубки и магистрали
- Ремни приводные
- Транзисторы и Предохранители
- Клапаны и регуляторы давления
- Салфетки и чистящие палочки
- Ножи и держатели ножей
- Фитинги и соединители
- Корпусные элементы
- Вентиляторы
- Дисплеи
- Механика
- Уплотнительные кольца
- Источник питания
- Шкивы и шестерни
- Ролики и подшипники
- Сведодтодные уф блоки для отверждения красок (LED Block)
- Крепежные элементы
- Пружины
- Инструменты
- Другое
- Производители
- Запасные части для оборудования обработки стекла, ПВХ и Аллюминия
- Запасные части для печей закалки стекла
- Для стеклопакетного производства
- Для стола резки стекла
- Присоски, ролики, колеса
- Кевларовые шнуры
- Жидкость для резки стекла
- Запасные части для криволинейных станков китайского производства
- Запасные части для сверлильных станков
- Запасные части для кромочных станков китайского производства
- Запчасти для машин мойки стекла
- Запасные части для широкоформатных принтеров
- Производство окон ПВХ и конструкций из алюминия
- Оборудование для покраски дерева
- Оборудование для камнеобработки
- Оборудование для обработки стекла
- Умный завод для обработки стекла
- Оборудование для производства стеклопакетов
- Оборудование для резки и раскроя стекла
- Стеклообрабатывающие горизонтальны центры с ЧПУ
- Оборудование для валковой покраски стекла
- Станки для обработки кромки стекла
- Оборудование для мойки стекла
- Оборудование для сверления стекла
- Оборудование для обработки фацета
- Вакуумные подъемники и крановые системы для стекла
- Оборудование для ламинирования стекла
- Печи для закалки стекла
- Линии трафаретной печати и инфракрасной сушки
- Принтеры для керамической цифровой печати на стекле
- Станки для трафаретной печати на стекле
- Станки гидроабразивной резки стекла
- Оборудование для пескоструйной обработки стекла
- Вертикальные обрабатывающие центры для стекла с ЧПУ
- Системы фильтрации воды для оборудования
- Оборудование для лазерной резки и гравировки стекла и зеркал
- Ламинаторы VitReX для нанесения защитной пленки на стекло
- Сканер контроля качества стекла
- Оборудование для рекламного производства
- Инструмент для резки и обработки
- Чернила и краски для оборудования
- Конвейеры
- Б/у оборудование
- Деревообработка


Оборудование для безавтоклавного ламинирования стекла
Наш инстаграм:
Линии ламинирования стекла ПВБ и EVA без автоклава

Производственная линия для одноступенчатого непрерывного процесса ламинирования ПВБ и EVA имеет следующие характеристики:
1. Эксплуатационные характеристики
1.1. Производственная линия безопасно ламинирует стекло пленкой ПВБ за один проход без использования формпресса на выходе.
1.2. Ламинирование стекла осуществляется без использования автоклава.
1.3. Не требуются специальные условия в помещении для размещения стекла, нужно просто чистое помещение.
2. Принцип и состав автоматической линии
2.1. Принцип ламинирования ПВБ/SGP/EVA:
2.1.1. Принцип соединения ПВБ-пленки и стекла заключается в следующем: гидроксид кремния является основой стекла, а гидроксид углерода – основой ПВБ-пленки, в расплавленном состоянии, при условии катализации ионами натрия и калия происходит образование водородной связи. Данная химическая реакция не требует давления. Изделия становятся составными частями и поэтому реакция ПВБ-ламинированного стекла не требует давления.
2.1.2. В процессе ПВБ-ламинирования с использованием автоклава, роликовая машина для прессования не может удалить весь адсорбированный воздух и влагу из ПВБ-пленки при нагревании ламинированного стекла до температуры плавления ПВБ-пленки, поскольку большое количество воздуха и определенное количество влаги адсорбируется пленкой (содержание влаги: 0,4-0,6%). При 120-130°С водяной пар приводит к образованию пузырьков и только увеличение давления превращает водяной пар обратно в воду. В ходе ламинирования стекла давление не может быть снижено до атмосферного давления без образования пузырьков пока стекло не охладится ниже 50°С. Тем не менее, присутствия водяного пара в ламинированном стекле влияет на силу сцепления молекул, поэтому национальный стандарт качества CCC требует тестирование на содержание воды: проводится анализ, так как чрезмерная влажность при создании ламинирования стекла при 100°С приводит к образованию мягкой пленки. Недостаточное давление приводит к образованию водяного пара и появлению пузырьков, что влияет на разную интенсивность связей в ламинированном стекле.
2.1.3. Принцип процесса ПВБ-ламинирования без автоклава состоит в использовании вакуума при плавлении пленки, ПВБ-пленке нечего адсорбировать. Вся поверхность гладкая, газ и водяной пар нагреваются в условиях герметичности, плавление и ламинирование осуществляется при естественном давлении. Весь процесс происходит в сосуде под давлением с использованием метода вакуумного мешка.
2.2. Производственная линия данного типа состоит из 5 блоков:
1) Устройство подачи с использованием резиновых роликов и комбинированного универсального колеса, автоматическое ограничение с использованием оптической связи.
2) Блок предварительного нагрева для обеспечения стабильности процесса в течение всего года (для исключения влияния температуры окружающей среды).
3) Блок дегазации, осуществляющий дегазацию ламинируемого стекла.
4) Ламинирующий блок, осуществляющий весь процесс ламинирования стекла.
5) Блок вырубки и охлаждение, привод с резиновым роликом и оптической связью для автоматического контроля рабочих пределов.
Производственная линия имеет 5 рабочих узлов:
(1) Узел загрузки. Функции:
A – Резиновый валик + ограничитель с оптической связью, универсальная колесная передача заготовки с помощью группы резиновых валиков для установки ограничения рабочего положения с помощью оптической связи.
B – Возможен ручной останов до достижения предельного положения с использованием оптической связи.
C – Поднимающееся универсальное колесо может перемещать любые предметы в соответствующем направлении.
D – Мощность: 1,1 кВт.
(2) Первый узел ламинирования. Функции:
A – Предварительный нагрев ламинируемой заготовки, заготовка нагревается до температуры T1, предотвращается усадка и смещение.
B – Мощность: 30 кВт.
C – Вакуумная установка.
(3) Второй узел ламинирования. Функции:
A – Продолжение нагрева ламинируемой заготовки в вакууме до температуры T2. Мощность: 50 кВт.
B – Вакуумирование пленки и стекла для удаления влаги и герметизация.
C – Масляный нагрев, печной нагрев.
D – Вакуумная установка. Мощность: 8 кВт.
(4) Третий узел ламинирования. Функции:
A – Продолжение нагрева ламинируемой заготовки в вакууме до температуры T3, гарантия сильного закрепления пленки.
B – Мощность: 30 кВт.
C – вакуумная установка.
(5) Узел разгрузки. Функции:
A – Комплексное перемещение заготовки с помощью резинового ролика + вентилятор для охлаждения оборудования.
B – Ограничение с использованием оптической связи, остановка перемещения заготовки в заданном положении.
C – Возможно ручное перемещение.
D – Мощность: 1,1 кВт.
3. Основные технические параметры оборудования
3.1. Производительность:
3 мм ПВБ + стекло 3 мм – цикл ламинации составляет 7 мин, 600M2/8 часов.
6 мм ПВБ + стекло 6 мм – цикл ламинации составляет 8-10 мин, 400M2/8 часов.
8 мм ПВБ + стекло 8 мм – цикл ламинации составляет 8-10 мин, 400M2/8 часов.
10 мм ПВБ + стекло 10 мм – цикл ламинации составляет 10-12 мин, 350M2/8 часов.
12 мм ПВБ + стекло 12 мм – цикл ламинации составляет 12-18 мин, 200M2/8 часов.
15 мм ПВБ + стекло 15 мм – цикл ламинации составляет 20-30 мин, 130M2/8 часов.
20 мм ПВБ + стекло 20 мм – цикл ламинации составляет 30-35 мин, 100M2/8 часов.
3.2. ПВБ-пленка такая же, как и при использовании автоклава.
3.3. ПВБ-ламинатор может также безопасно ламинировать стекло пленкой EVA и пленкой SGP (пленкой Dupont SentryGlas Plus).
3.5. Характеристики PSYQ36-24-L:
Электропитание: 380В, 50Гц, 3 фазы и 5 проводов.
Мощность: PSYQ36-24-L: 100-120 кВт.
Максимальный размер обработанного стекла: 3660 x 2440 x 40 мм, под заказ возможна разработка оборудования другого размера.
Покупатель может заказать оборудования для ламинирования стекла самого большого размера: 10 м х 4,5 м х 40 мм.
ПЛК Siemens с использованием сенсорного дисплея китайского производства.
Независимое управление цепью и воздушным выключателем.
Максимальная температура рабочей среды: 170°С.
Специальная плита из силиконовой резины может использоваться длительное время при температуре 170°С.
Размер производственной линии: PSYQ36-24-L: 21,5 х 4,5 х 1,5 м.
Размер производственной линии: PSYQ36-24-W: 15,5 х 6,5 х 1,5 м.
4. Полный набор оборудования для выбора и покупки
Главным образом состоит из части для стекла и части машины для позиционирования, подвески на присоске, конвейера, участка формирования ПВБ-пленки и транспортировочного моста, оборудования производственной линии для ламинирования стекла и т.д.
Мойка и сушилка стекла. Приемник заготовки вместе с позиционирующей машиной. Подвес на присосках. Конвейер. ПВБ-пленочная рама и транспортировочный мост. Непрерывная линия производства ПВБ-ламинированного стекла. Оборудование для кондиционирования воздуха.
5. Анализ затрат
Низкое энергопотребление, при ПВБ 5 мм + стекло 5 мм потребляемая мощность: 1 кВт. Поддержка высокой степени автоматизации, персонал от 4 до 6 человек (две машины для мойки стекла, обслуживание – два человека, два человека выгружают готовое стекло), позволяет снизить затраты на рабочую силу более чем наполовину. Безопасность производственного процесса, отсутствие положительного давления, сокращение связанных расходов. Занимает меньше места, от 80 до 100 м2, позволяет сократить используемую площадь наполовину. Мощность установки: 90-120 кВт.
6. Схема линии
.jpg)
.jpg)
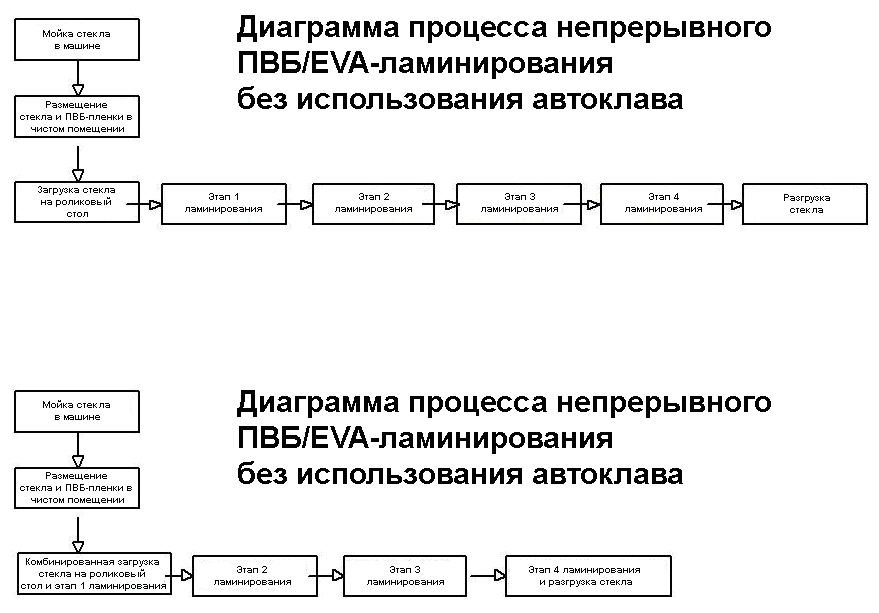
7. Диаграмма процесса
8. Фото оборудования
.jpg)
.jpg)
.jpg)

ПРЕДСТАВЛЕННЫХ БРЕНДОВ

НА ВСЕ ТОВАРЫ НАШЕГО МАГАЗИНА

КАЧЕСТВА

РАБОТАЕМ В СРОК