Стол для резки стекла VitReX Cut-3826cnc





 Доставка и оплата
Доставка и оплата Сервис
СервисАртикул: VitReX Cut-3826cnc
Наш инстаграм:
-
Особенности
Промышленное решение для точного раскроя листового стекла с автоматическим контролем давления реза

Общий вид автоматического стола раскроя VitReX CuT 3826
VitReX CuT 3826 — автоматический стол раскроя стекла промышленного класса, предназначенный для предприятий, которым необходимо получить стабильную геометрию деталей, повторяемое качество надреза и предсказуемую работу участка без постоянной ручной переналадки. Оборудование подходит для производства стеклопакетов, фасадного и интерьерного стекла, зеркал, мебельных изделий, элементов бытовой техники и других изделий из плоского стекла.
Конструкция станка объединяет жесткую сварную раму, портальный режущий мост, фотоэлектрическое позиционирование, систему ЧПУ-управления, автоматическую подачу масла, пневматический контур и программную оптимизацию раскроя. Такое сочетание переводит резку стекла из ручной операции в управляемый технологический процесс: система определяет положение листа, корректирует траекторию, контролирует давление инструмента и выполняет раскрой по заданной карте.
В данной комплектации сделан акцент на узлах, которые напрямую влияют на результат: линейные направляющие HIWIN, основные сервоприводы и серводвигатели осей X/Y Siemens, пропорциональная пневматика SMC для автоматического контроля давления режущего инструмента, режущее колесо Bohle и электрическая база Schneider Electric.
Ключевые технологические акценты
Узел Реализация Практический результат для клиента
Направляющие HIWIN Плавное и точное перемещение портального узла, снижение люфтов, стабильная траектория при прямом и фигурном раскрое.
Основные оси X/Y Сервоприводы и серводвигатели Siemens Точное управление скоростью, ускорениями, торможением и синхронизацией портала.
Давление реза Автоматический контроль SMC Стабильное усилие режущего инструмента под толщину стекла, меньше микросколов и влияния человеческого фактора.
Режущий инструмент Bohle Чистая линия надреза, стабильный разлом и высокий ресурс режущего колеса.
ПО оптимизации Opty-Way Италия / AOXIN Рациональная раскладка деталей, снижение отходов и ускорение подготовки заданий.
Визуальное представление оборудования

На иллюстрациях показаны общий вид стола, компоновка портального узла и зона управления оборудованием. Стол может использоваться как самостоятельная рабочая единица участка раскроя либо как часть более широкого технологического потока с передачей стекла на разлом, маркировку и последующие операции.
1. Основные принципы работы
Работа станка построена как последовательный автоматизированный цикл. Оператор загружает или выбирает карту раскроя, оборудование определяет фактическое положение листа, контроллер движения формирует траекторию, а режущая головка выполняет рез по координатам X/Y. При этом давление режущего инструмента регулируется автоматически в зависимости от толщины стекла и выбранного технологического режима.
Этап Что происходит Зачем это нужно 1 Подача стекла на рабочую поверхность стола. Подготовка листа к точному позиционированию и раскрою.
2 Фотоэлектрическое сканирование положения стекла. Система определяет фактическое положение листа, а не условную координату оператора.
3 Коррекция траектории раскроя. Компенсируются смещение и угол расположения стекла на столе.
4 Резка по осям X/Y на сервосистеме Siemens. Обеспечиваются плавная динамика, точная остановка и повторяемость контура.
5 Автоматический контроль давления SMC. Давление режущего инструмента подбирается и удерживается под толщину стекла.
6 Передача стекла на разлом или следующую операцию. Участок работает ритмично, с меньшим количеством ручных перемещений.
Стекло для резки подается на стол с помощью конвейерной ленты, а его положение автоматически определяется фотоэлектрической сканирующей системой. После этого режущая головка перемещается по заданной карте раскроя. Управляющая часть использует контроллер движения с ЧПУ, а приводная часть по основным осям X/Y реализована на сервоприводах и серводвигателях Siemens.
2. Состав оборудования
Состав оборудования сформирован как единый технологический контур участка раскроя. Каждый узел выполняет отдельную функцию: рама удерживает геометрию, направляющие HIWIN обеспечивают точное перемещение, сервосистема Siemens управляет динамикой портала, пневматика SMC стабилизирует давление режущего инструмента, а программная часть связывает механику с картой раскроя и оптимизацией.
Узел Роль в процессе Польза для клиента Рама Q345A Формирует жесткую базу станка. Стабильная геометрия, меньше вибраций и более предсказуемая точность.
Портальный мост Перемещает режущую головку по рабочей зоне. Точная отработка прямых и фигурных контуров.
Направляющие HIWIN Обеспечивают линейное перемещение. Плавный ход, точность позиционирования и ресурс механики.
Siemens X/Y Управляют основными осями перемещения. Стабильная динамика, синхронизация портала и точные остановки.
SMC Регулирует давление режущего инструмента. Стабильный надрез при толщине стекла 3–19 мм.
ПО раскроя Готовит, импортирует и передает задания. Снижение отходов, ускорение подготовки и меньше ручного ввода.
Автоматический стол для резки состоит из нижней рамы, балки, механизмов стола, узла резания, системы подачи, фотоэлектрического сканирования и позиционирования, электрической системы управления и программного обеспечения для подготовки заданий.
3. Конструкция, производительность и надежность
Производительность стола определяется не только максимальной скоростью резки. Реальная эффективность участка зависит от жесткости конструкции, скорости позиционирования, качества карты раскроя, стабильности давления реза, удобства разлома и организации передачи стекла на следующую операцию. Поэтому в коммерческом предложении отдельно выделены конструктивные факторы, влияющие на качество, ресурс и удобство эксплуатации.
Фактор Реализация Влияние на результат
Жесткость Сварная рама из стали Q345A с термической обработкой. Стабильная геометрия стола и меньше вибраций при перемещении портала.
Точность механики Линейные направляющие HIWIN. Повторяемая траектория движения и снижение люфтов.
Динамика Сервоприводы и серводвигатели Siemens X/Y. Плавные ускорения, точные остановки и синхронность портала.
Качество реза Автоматический контроль давления SMC. Меньше микросколов, стабильный разлом и снижение влияния оператора.
Рабочий поток Конвейерная передача, воздушная подушка, стол разлома. Меньше ручных операций и выше ритм участка.
1. Материал рамы изготовлен из высоколегированной стали Q345A путем сварки с последующим термическим отпуском. Такая обработка снижает внутренние напряжения металла, повышает стабильность геометрии и помогает сохранять точность оборудования при длительной эксплуатации.
2. Поверхность рамы проходит подготовку для удаления ржавчины и окислов, после чего наносится эпоксидный грунт и финишное покрытие автомобильного типа. Это повышает стойкость конструкции к производственной среде и улучшает внешний вид оборудования.
3. Оборудование тестируется профессиональным программным обеспечением для контроля стабильности, динамического баланса и механической прочности. Проверка жесткости важна для высокоскоростного реза, где любые отклонения портала напрямую влияют на качество раскроя.
4. Функция сброса одной кнопкой позволяет быстро подготовить станок к автоматическому запуску. Это снижает вероятность неправильной последовательности действий и сокращает подготовительно-заключительное время между заданиями.
5. Кабели и воздуховоды расположены эргономично и закрыто. Такая компоновка повышает безопасность рабочего места, уменьшает риск повреждения коммуникаций и упрощает сервисную диагностику.
6. Высокоскоростные бесшумные линейные направляющие HIWIN обеспечивают высокую точность резки, плавное перемещение портала и низкий уровень шума. Они особенно важны при фигурном раскрое и работе с крупноформатным стеклом.
7. Основные сервоприводы и серводвигатели осей X/Y Siemens обеспечивают точное управление скоростью, ускорениями и торможением режущего моста. Такая система снижает рывки, уменьшает вибрации и повышает стабильность геометрии деталей.
8. Режущая головка поворачивается на 360 градусов, что позволяет выполнять прямолинейный и фигурный раскрой. При выходе головки за пределы стекла или попадании в промежуток программа автоматически останавливается, защищая инструмент и заготовку.
9. Синхронное конвейерное устройство удобно для загрузки, выгрузки и транспортировки стекла. Регулируемая скорость транспортировки позволяет согласовать работу стола с последующими операциями: разломом, сортировкой, мойкой или дальнейшей обработкой.
10. Фотоэлектрическая система позиционирования компенсирует небольшие отклонения при подаче листа и позволяет резать по фактическому положению стекла. Функция компенсации эксцентриситета, зазоров и шага поддерживает точность траектории при длительной эксплуатации.
Иллюстрации ключевых узлов
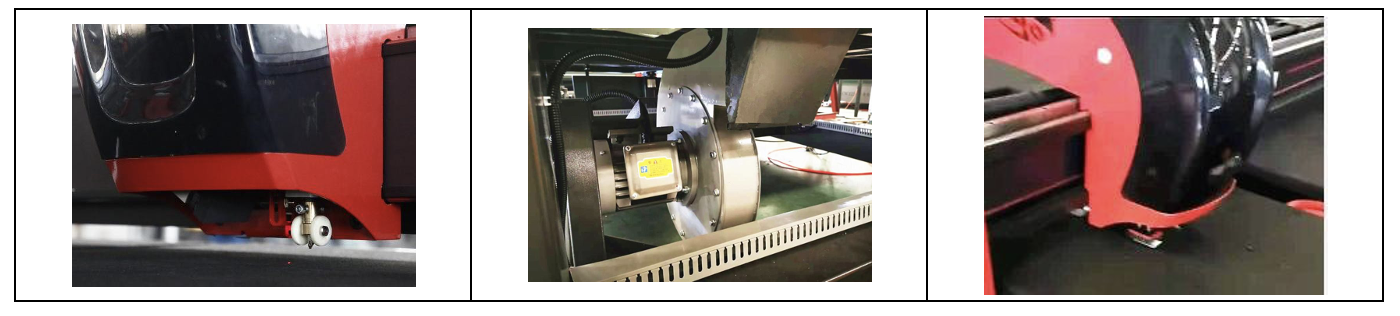
Фотографии узлов показывают механику портала, приводные элементы и рабочую зону оборудования. Наличие таких изображений в КП помогает клиенту не только увидеть общий вид станка, но и оценить техническую реализацию ключевых рабочих компонентов.
4. Автоматический контроль давления режущего инструмента SMC
Автоматический контроль давления — один из главных технологических блоков стола раскроя. При работе со стеклом разных толщин давление режущего инструмента должно быть подобрано точно: недостаточное усилие ухудшает линию надреза и разлом, а избыточное повышает риск микросколов и ускоренного износа режущего колеса. Пневматическая система SMC позволяет задавать, сохранять и повторять технологически корректное давление для каждой толщины стекла.
Проблема при ручной настройке
Решение SMC Результат Оператор выставляет давление по опыту.
Давление задается и повторяется системой. Меньше человеческого фактора и стабильнее качество.
Разная толщина стекла требует разных режимов.
Параметры сохраняются в библиотеке толщин. Быстрая переналадка между заказами.
Избыточное давление повышает риск микросколов.
Пропорциональная регулировка удерживает корректное усилие. Более чистая линия реза и меньше брака.
Недостаточное давление ухудшает разлом.
Система поддерживает технологический режим. Предсказуемый разлом и стабильная кромка.
Для каждой толщины стекла параметры давления могут сохраняться в библиотеке. Это ускоряет повторные заказы, снижает зависимость от опыта оператора и помогает поддерживать одинаковое качество при переходе с тонкого стекла на более толстое. Для производственного участка это означает меньше пробных резов, меньше корректировок и более стабильный результат в течение смены.
5. Программная часть и управление
Программная часть связывает механику, сервосистему, датчики и пневматику в единый управляемый процесс. Оператор работает с понятными технологическими параметрами: карта раскроя, толщина стекла, давление реза, скорость перемещения, диагностика и состояние оборудования. Это снижает требования к ручной настройке и делает работу участка более стандартизированной.
Блок Назначение Практический результат
Контроллер движения
Управление траекторией, скоростью и осями. Стабильная отработка карты раскроя.
Библиотека давления
Хранение параметров по толщине стекла. Быстрая переналадка без ручного подбора.
DXF / G-code Импорт внешних заданий и файлов AutoCAD. Гибкая интеграция в производственный процесс.
Диагностика Контроль координат, входов/выходов и аварийных сообщений. Быстрый поиск причины остановки.
Интерфейс оператора
Запуск, настройка режимов и контроль процесса. Проще обучение персонала и меньше ошибок.
• высокая скорость и стабильность работы контроллера движения;
• простая настройка параметров через понятный интерфейс оператора;
• режимы линейной резки, прямой резки и резки с фотоэлектрическим позиционированием;
• программирование специальных форм из библиотеки и формирование маршрута обработки;
• сохранение данных о давлении реза для каждой толщины стекла;
• отслеживание процесса в реальном времени: координаты по осям, входы/выходы, диагностика и сигнализация;
• поддержка G-кода, DXF-файлов AutoCAD и внешних программ оптимизации;
• сортировка DXF-файлов по ближайшей точке, точкам резки и направлению обхода;
• фотоэлектрическая коррекция траектории по фактическому положению стекла;
• защита по программным и аппаратным пределам, пределу давления ножа и аварийному останову.
6. ПО оптимизации раскроя
Оптимизация раскроя напрямую влияет на себестоимость изделия. Даже небольшое снижение отходов на одном листе дает заметный экономический эффект при серийном производстве. Поэтому программный модуль оптимизации рассматривается не как второстепенная опция, а как инструмент управления материалом, сроками и производственным потоком.
Возможность Эффект для производства
Автоматическая раскладка деталей
Снижение времени подготовки карты раскроя и уменьшение ручных расчетов.
Учет исходного стекла и остатков
Более рациональное использование материала и прозрачность склада.
Импорт данных из Excel
Меньше ошибок при переносе размеров и заказов.
Редактирование последовательности реза
Удобство разлома, сортировки и последующей обработки.
Параметрическая библиотека фигур
Быстрая работа с нестандартными изделиями и повторяющимися формами.
Печать отчетов
Контроль выполненного задания и прозрачность работы участка.
импорт результатов оптимизации в компьютер станка;
• ручное создание и редактирование схем резки;
• копирование, перемещение и редактирование последовательности реза;
• быстрое создание программ резки в режимах X, Y, Z;
• одновременная оптимизация нескольких стекол и небольших листов;
• управление приоритетами оптимизации раскроя;
• сканирование шаблона и графическая обработка;
• библиотека управления исходным стеклом;
• 20 эффективных алгоритмов оптимизации;
• поддержка резки Low-E и ламинированного стекла;
• графическая библиотека с 350 параметрическими формами;
• обновление ПО для соответствия новым функциональным требованиям.
7. Электрическая и пневматическая конфигурация
Конфигурация приведена без лишних пустых столбцов и с акцентом на реально важные элементы. Для клиента критичны не только бренды комплектующих, но и то, какую функцию они выполняют в производственном процессе: Siemens отвечает за движение, HIWIN — за точность механики, SMC — за давление реза, Schneider Electric — за электрическую защиту и коммутацию.
Наименование Бренд Примечание ПО оптимизации Opty-Way Италия Подготовка карт раскроя, рациональное использование стекла и снижение отходов.
ПО для резки Opty-Way Италия Точная траектория, поддержка стандартных форматов заданий и библиотек программ.
Электрические компоненты
Schneider Electric Надежная электрическая база промышленного уровня.
Электромагнитный клапан
SMC / AirTAC Управление пневматическими контурами станка.
Пропорциональный клапан
SMC, Япония Автоматическое регулирование давления режущего инструмента по толщине стекла.
Фотоэлектрический выключатель
Omron, Япония Контроль положения стекла и технологических сигналов.
Кодировщик Kuebler, Германия Обратная связь для точного позиционирования.
Основные сервоприводы и серводвигатели осей X/Y
Siemens Точное управление скоростью, ускорениями, торможением и перемещением портального моста.
Режущее колесо Bohle, Германия Профессиональный режущий инструмент для стабильной линии надреза.
Провода Промышленное исполнение Высокая гибкость проводов для подвижных участков оборудования.
Воздуховод YOUSHUN Промышленная разводка воздуха.
Сервопривод портального моста
Siemens Синхронное двухприводное перемещение режущего моста.
Контактор Schneider Electric Коммутация электрических цепей.
Автоматический выключатель
Schneider Electric Защита электрических цепей.
Линейные направляющие
HIWIN Прецизионные направляющие для точного и плавного перемещения по осям.
Промежуточное реле Schneider Electric Стабильная работа цепей управления.
Пневматическое устройство
SMC / AirTAC Подготовка воздуха и управление пневматическими исполнительными элементами.
Переключатель чередования фаз
Schneider Electric Защита и контроль питающей сети.
Фотоэлектрический триггер
Omron, Япония Сигналы позиционирования и контроля.
Сканер Panasonic, Япония Считывание положения стекла и поддержка позиционирования.
8. Механические компоненты
Механическая часть отвечает за стабильность геометрии. Если рама, направляющие и приводная система работают без люфтов и перекосов, режущая головка точно повторяет траекторию, а качество надреза остается стабильным при разных форматах, скоростях и толщине стекла.
Компонент Описание Линейные направляющие HIWIN
Прецизионное перемещение портального узла, высокая плавность хода и стабильность траектории.
Основные сервоприводы и серводвигатели осей X/Y Siemens
Точная синхронизация портала, плавные ускорения и стабильная динамика при прямом и фигурном раскрое.
Стойка и приводной механизм
Промышленное исполнение, рассчитанное на устойчивую работу портального узла.
Режущее колесо / держатель инструмента Bohle
Стабильная линия надреза и высокий ресурс инструмента.
Покрытие стола Промышленный войлок для аккуратной поддержки стекла на рабочей поверхности.
Столешница Водонепроницаемая плита высокой плотности для стабильной геометрии рабочей поверхности.
9. Технические характеристики
Параметры закрывают задачи промышленного раскроя листового стекла. Формат 3660 × 2550 мм подходит для крупноформатных листов, диапазон 3–19 мм позволяет работать со стеклом для стеклопакетов, фасадных конструкций, интерьерных изделий и последующих операций обработки.
№ Параметр Значение 1 Максимальный размер стекла для резки 3660 × 2550 мм
2 Диапазон толщины стекла для резки 3–19 мм 3 Точность резки ±0,2 мм 4 Скорость резки стекла 0–200 м/мин 5 Габариты оборудования 4300 × 3000 × 1700 мм
6 Рабочая высота оборудования 900 ± 20 мм 7 Масса оборудования 1900 кг 8 Общая мощность оборудования 8 кВт 10. Функции и опции с иллюстрациями
В этом разделе функции представлены не плотной технической таблицей, а отдельными визуальными карточками. Такой формат легче воспринимается клиентом: сначала видно назначение узла, затем его производственный эффект и рядом — соответствующая иллюстрация. Все исходные изображения сохранены в документе.
ВКЛЮЧЕНО
Автоматическая компоновка и оптимизация карты раскроя стекла

Оператор вводит исходный размер листа, требуемые размеры деталей и форму резки. Система автоматически формирует карту раскроя, подбирает рациональное размещение изделий и помогает снизить отходы стекла. Функция особенно важна при серийных заказах, когда требуется быстро подготовить задание, уменьшить ручные расчеты и максимально эффективно использовать исходный лист.
ВКЛЮЧЕНО
Автоматическая резка стекла

Режущая головка на базе профессионального решения Bohle свободно поворачивается на 360°, что позволяет выполнять прямолинейный и фигурный раскрой. Компьютерное управление обеспечивает движение по заданной карте, а автоматический контроль давления SMC помогает сохранять стабильную линию надреза на стекле разной толщины.
ВКЛЮЧЕНО
Пневматическая подушка для перемещения стекла

Рабочая поверхность оснащена пневматической системой с равномерным распределением воздуха. Воздушная подушка облегчает перемещение стекла, снижает физическую нагрузку на оператора и уменьшает риск повреждения листа при позиционировании, ручном перемещении и разломе.
ВКЛЮЧЕНО
Деревянные рейки для разлома стекла

Рейки подключены к ножным педалям. При нажатии педали рейка поднимается и помогает выполнить разлом по линии надреза. Узел упрощает отделение деталей после резки, делает процесс разлома более контролируемым и помогает быстрее передавать стекло на следующую операцию.
СТАНДАРТНО
Функция маркировки стекла

Маркировка позволяет автоматически считывать данные задания и печатать информацию о размере стекла, клиенте, заказе, партии или иной производственной информации. Это повышает прослеживаемость деталей, снижает риск ошибок при сортировке и удобно для предприятий с большим потоком заказов.
ОПЦИОНАЛЬНО
Автоматическая конвейерная лента

Конвейерная передача позволяет автоматически перемещать стекло после резки на следующий участок. Это экономит время, снижает нагрузку на персонал, уменьшает риск повреждения стекла и помогает выровнять ритм работы участка раскроя.
ОПЦИОНАЛЬНО
Стол для разлома стекла

Дополнительный стол разлома используется совместно со станком раскроя. Пока основной стол режет следующий лист, оператор может разламывать ранее раскроенное стекло на отдельном столе. Такая организация повышает производительность участка и сокращает простои.
СТАНДАРТНО
Наклон стола

Плавный и быстрый перевод столешницы в вертикальное и горизонтальное положение осуществляется с помощью гидравлической системы. При переходе в вертикальное положение выдвигаются специальные упоры для установки стекла, после укладки и позиционирования стекла упоры автоматически задвигаются.
Доставка товара
- Доставка до любой точки России транспортными компаниями
- Срочная доставка DHL (2 дня в любую точку России)
- Поставка "под заказ" от 5 до 10 дней.
Оплата товара
Наличный и безналичный расчет
Гарантия
Официальная гарантия от производителя
Сервис
Ремонт и обслуживание
-
Отзывы

ПРЕДСТАВЛЕННЫХ БРЕНДОВ

НА ВСЕ ТОВАРЫ НАШЕГО МАГАЗИНА

КАЧЕСТВА

РАБОТАЕМ В СРОК