Автоматический склад хранения с загрузочным устройством
 Доставка и оплата
Доставка и оплата Сервис
СервисНаш инстаграм:
-
Особенности
Назначение комплекса
VitReX 4228/6133 предназначен для автоматизированного хранения, адресной подачи и синхронизированной работы с линиями раскроя стекла. Комплекс формирует управляемую складскую логистику, сокращает долю ручных операций и обеспечивает прозрачный учет исходного стекла по заданиям производства
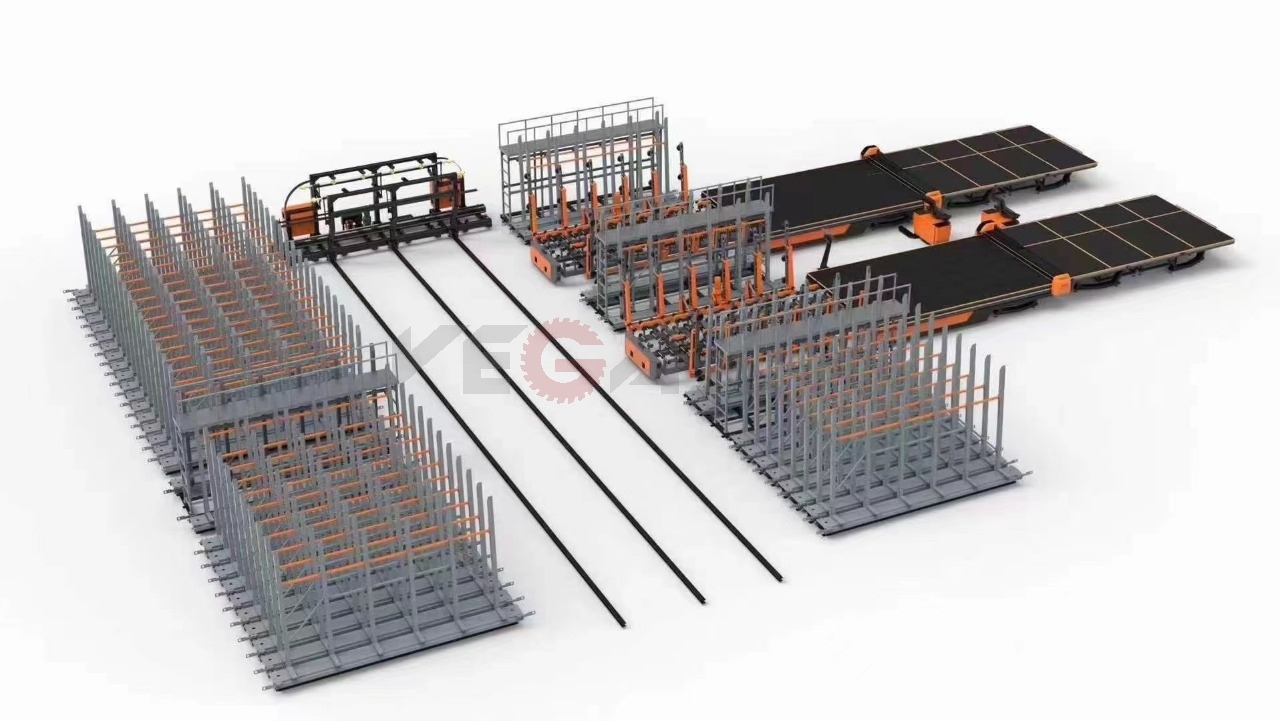
- VitReX 4228/6133 представляет собой автоматизированный комплекс для хранения, адресной подачи и складской подготовки исходного стекла в составе современного участка раскроя. Решение включает AGV-систему перемещения стеллажей, позиции загрузки, зону подачи стекла, ограждения безопасности и программный контур управления с возможностью обмена данными с ERP- и MES-системами предприятия. Комплекс предназначен для промышленной эксплуатации и обеспечивает организованное взаимодействие между складом исходного стекла, загрузочной установкой и последующими технологическими операциями.
- Архитектура системы построена таким образом, чтобы обеспечить контролируемую и последовательную подачу требуемых стеллажей в соответствии с производственными заданиями. За счет автоматизации внутренних перемещений снижается объем ручных операций, повышается точность обработки складских данных и обеспечивается более стабильная работа участка раскроя. Система позволяет упорядочить складскую логистику, сократить влияние человеческого фактора на процессы подачи стекла и создать более предсказуемый производственный ритм.
- Программный контур комплекса отвечает не только за управление перемещением стеллажей, но и за учет материалов, контроль текущих остатков, отображение активных операций и передачу данных во внешние информационные системы. Благодаря этому склад становится частью единого цифрового производственного контура, где информация о наличии, перемещении и выдаче стекла доступна для оперативного контроля и дальнейшего планирования. Такой подход позволяет повысить прозрачность складских процессов, улучшить координацию между участками и обеспечить готовность предприятия к дальнейшему развитию автоматизации.
- В состав решения входят все основные элементы, необходимые для безопасной и устойчивой работы в условиях промышленного производства: транспортная система перемещения стеллажей, рабочие зоны загрузки и подачи, защитные ограждения, интерфейс оператора и программные модули управления. В результате заказчик получает не отдельный складской механизм, а комплексное решение, предназначенное для интеграции в действующую производственную схему с учетом требований по производительности, безопасности и цифровому управлению.
1. Концепция решения
- VitReX 4228/6133 — автоматический склад исходного стекла с функцией адресной выдачи стеллажей на загрузочную установку. Система объединяет хранение стекла, подачу на линию раскроя и управление производственными заданиями в едином рабочем контуре. Это позволяет обеспечить стабильную организацию подачи материала, повысить точность складского учета и снизить влияние ручных операций на производственный процесс.
- В базовой архитектуре комплекса предусмотрена работа автоматической транспортной тележки по направляющим, двухпозиционная схема загрузки, учет материалов по коду стекла, поддержка ручного ввода и сканирования, а также возможность интеграции со смежными системами верхнего уровня. Такой подход позволяет встроить склад в действующую производственную схему, сохранить прозрачность данных и обеспечить управляемую подачу стекла без постоянного ручного сопровождения каждой операции.
2. Ключевые преимущества
Автоматизация подачи
AGV обслуживает зону хранения и загрузки в автоматическом цикле, синхронизируя подачу стеллажей с производственным заданием.
Адресное хранение стекла
Система ведет учет пакетов по типу, толщине, размеру, коду и дате поступления, что упрощает складскую дисциплину.
Интеграция с ERP и MES
Поддерживаются веб-сервисы, обмен с ERP, интерфейсы отчетности и работа с QR- или штрихкодом.
Стабильный производственный ритм
Цикл захвата и установки стеллажа составляет до 45 секунд, что позволяет не тормозить работу линии раскроя.
Контроль и безопасность
Ограждения, защитные двери с блокировкой и контролируемая зона перемещения повышают эксплуатационную безопасность.
Работа с тяжелыми пакетами
Допустимая нагрузка на AGV и стеллажи рассчитана для промышленной эксплуатации с пакетами исходного стекла.
3. Состав комплекса
■ загрузочно-разгрузочное устройство AGV для перемещения стеллажей со стеклом;
■ стеллажи для хранения пакетов исходного стекла;
■ позиции загрузки перед загрузочной установкой;
■ позиция подачи для приемки пакетов с помощью передвижного крана;
■ защитные ограждения и двери безопасности с блокировкой;
■ программное обеспечение управления хранением и подачей стекла.
4. Принцип работы автоматической транспортной тележки и логика подачи
Автоматизированная система хранения и подачи стекла
- Автоматизированная система хранения и подачи исходного стекла предназначена для организации непрерывного, управляемого и безопасного обеспечения линии раскроя стекольными пакетами в соответствии с производственным заданием. Данное решение позволяет сократить время на внутрискладские перемещения, уменьшить зависимость от ручных операций и повысить общую стабильность работы участка.
- Принцип работы системы строится на адресном хранении стеллажей с исходным стеклом и их автоматизированной подаче в зону загрузки. Оператор либо крановая служба устанавливает требуемый пакет стекла на стеллаж и размещает его в зоне приема. После этого автоматическая транспортная тележка принимает стеллаж и перемещает его в назначенную ячейку хранения либо непосредственно на позицию загрузки в зависимости от задания, сформированного системой управления. Все перемещения выполняются по заранее заданному алгоритму, что обеспечивает четкую последовательность работы и снижает вероятность ошибок при подборе нужного стекла.
- После завершения цикла загрузки стекла в линию стеллаж автоматически выводится из рабочей зоны и возвращается в систему хранения. На его место подается следующий стеллаж, необходимый для выполнения очередного производственного задания. Благодаря этому процесс подачи материала становится ритмичным и прогнозируемым, а линия раскроя получает стекло без лишних задержек и простоев.
- При двухпозиционной схеме работы система обеспечивает еще более высокий уровень производительности. Пока на одной позиции выполняется загрузка стекла в линию, автоматическая транспортная тележка одновременно подготавливает вторую позицию к следующему циклу. Такой подход позволяет организовать практически непрерывную подачу материала, минимизировать влияние складской логистики на темп производства и повысить коэффициент использования основного оборудования.
- Система управления хранит и обрабатывает данные по каждому стеллажу, типу стекла, размерам листов, толщине, количеству и месту размещения. После ввода параметров стекла в базу данных информация синхронизируется с центральным диспетчерским пунктом и становится доступной для оперативного управления заданиями, маршрутизацией стеллажей и контроля загрузки склада. Это дает возможность не только отслеживать текущее состояние запасов, но и быстро формировать задания на подачу стекла в зависимости от производственной программы.
- Согласно исходным данным, время одного цикла захвата или отпускания стеллажа составляет до 45 секунд, а среднее время полной замены одного стеллажа при длине направляющей около 35 метров составляет порядка 3 минут. Такие параметры позволяют обеспечить эффективную работу склада и согласовать его производительность с требованиями участка раскроя. При грамотной организации двухпозиционной схемы и корректной настройке логики маршрутизации система способна существенно снизить непроизводительные потери времени между циклами.
- Применение автоматизированной системы хранения и подачи стекла позволяет решить сразу несколько задач: повысить скорость внутренней логистики, сократить количество ручных операций, уменьшить риск ошибок при подаче нужного вида стекла, повысить безопасность перемещения тяжелых стеллажей и обеспечить более стабильную загрузку линии раскроя. В результате заказчик получает современное технологическое решение, которое повышает производительность участка, улучшает управляемость производственного процесса и создает основу для дальнейшей автоматизации всего предприятия.
5. Технические характеристики
Параметр
Значение
Максимальный размер исходного стекла
до 6100 x 3300 мм
Дополнительные поддерживаемые форматы хранения
4880 x 3300; 4200 x 2800; 3660 x 2440; 3300 x 2440; 2440 x 1830 мм
Минимальный размер по конфигурации линии
от 2100 x 1200 мм; для стандартного хранения от 2440 x 1830 мм
Толщина стекла
3-19 мм
Количество направляющих AGV
3
Допустимая нагрузка на AGV
до 12 т
Нагрузка на один стеллаж
не менее 12 т
Глубина стеллажа
около 400 мм; по таблице показателей до 450 мм
Скорость перемещения AGV
до 30 м/мин
Скорость перемещения с нагрузкой
до 20 м/мин
Цикл захвата/установки стеллажа
до 45 сек за операцию
Привод перемещения
сервопривод
Система передачи
роликовое колесо и направляющая рейка
Электропитание AGV
подвод скользящего кабеля
Зажим стеллажа
пневматический
6. Система управления и цифровой контур
Система управления и операторский интерфейс
- Операторский интерфейс построен по логике HMI и организован с разделением на три ключевые функциональные зоны: складские остатки, выполняемые операции и активные производственные задания. Такая структура обеспечивает наглядное управление системой, упрощает работу персонала и позволяет быстро получать доступ к необходимой информации без лишних переходов между экранами.
- Система поддерживает автоматический и полуавтоматический режимы работы, что дает возможность адаптировать эксплуатацию оборудования под текущие производственные задачи, уровень автоматизации участка и особенности технологического процесса. В автоматическом режиме управление подачей, хранением и перемещением стеллажей осуществляется по заданиям системы, тогда как полуавтоматический режим позволяет оператору принимать участие в отдельных этапах цикла и при необходимости корректировать действия оборудования.
- Ввод исходных данных может выполняться вручную через сенсорный экран оператора либо автоматически посредством сканирования кода. Это обеспечивает гибкость работы, ускоряет идентификацию пакетов стекла и снижает риск ошибок при внесении информации. По каждому пакету система ведет детализированный учет, включая размеры листов, толщину стекла, тип стекла, количество листов, дату поступления, индивидуальный код и текстовое описание. Такой уровень детализации позволяет обеспечить прозрачность складского учета и повысить точность последующей подачи материала в производство.
- Программный модуль предоставляет прямой доступ к данным о текущих складских остатках, отображает фактическое наличие исходного стекла и обеспечивает оперативное обновление информации по мере выполнения производственных операций. За счет этого оператор и диспетчерская служба получают актуальную картину состояния склада в режиме текущего времени, что особенно важно для планирования раскроя, формирования очередности заданий и контроля загрузки оборудования.
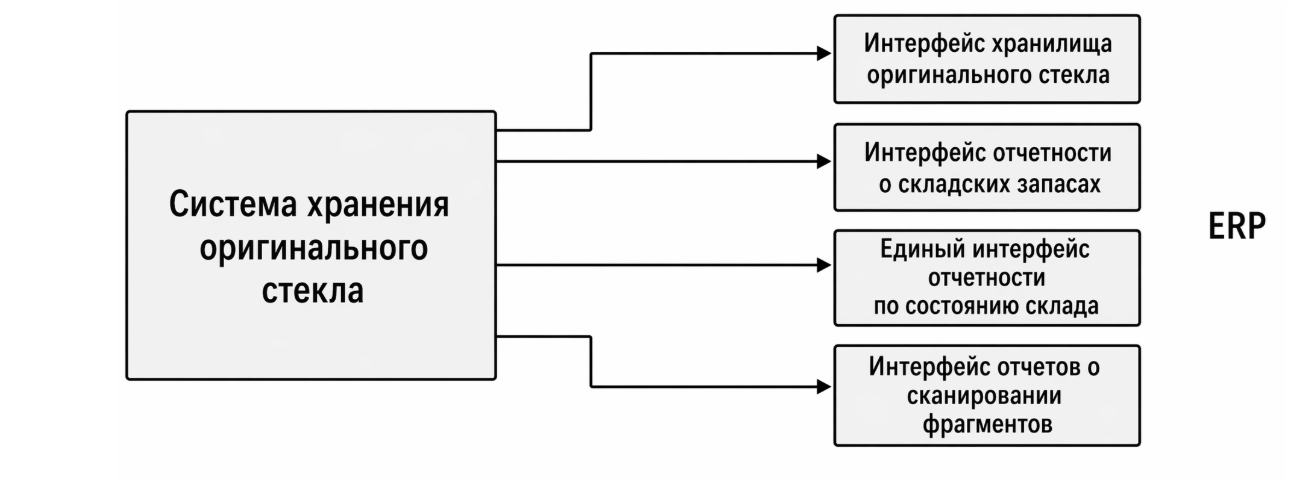
- Дополнительно система предусматривает передачу данных в ERP через веб-сервисы, что позволяет интегрировать складской комплекс в общую цифровую инфраструктуру предприятия. В результате информация о движении стекла, остатках и статусе заданий может использоваться не только на уровне локального управления складом, но и в рамках общего контура производственного и управленческого учета.
- Согласно документации, также предусмотрено мобильное приложение для мониторинга загрузки производства и состояния оборудования в реальном времени. Это расширяет возможности оперативного контроля, позволяет ответственным специалистам отслеживать ключевые параметры работы системы удаленно и быстрее реагировать на изменения производственной ситуации.
- Таким образом, автоматизированный склад выполняет не только функцию механического хранения и подачи стекла, но и становится полноценным элементом цифрового производственного контура предприятия. Его внедрение позволяет повысить прозрачность процессов, улучшить управляемость запасами, обеспечить более точную координацию между складом и производством и создать основу для дальнейшей интеграции в единую систему управления предприятием.
7. Требования к интеграции
■ ПЛК загрузочной установки должен поддерживать протокол MODBUS_TCP и иметь выделенный IP-адрес.
■ Сторона загрузочной установки передает статусы оборудования, количество оставшихся и обработанных листов по позициям, размер требуемого стекла и сигнал подтверждения связи.
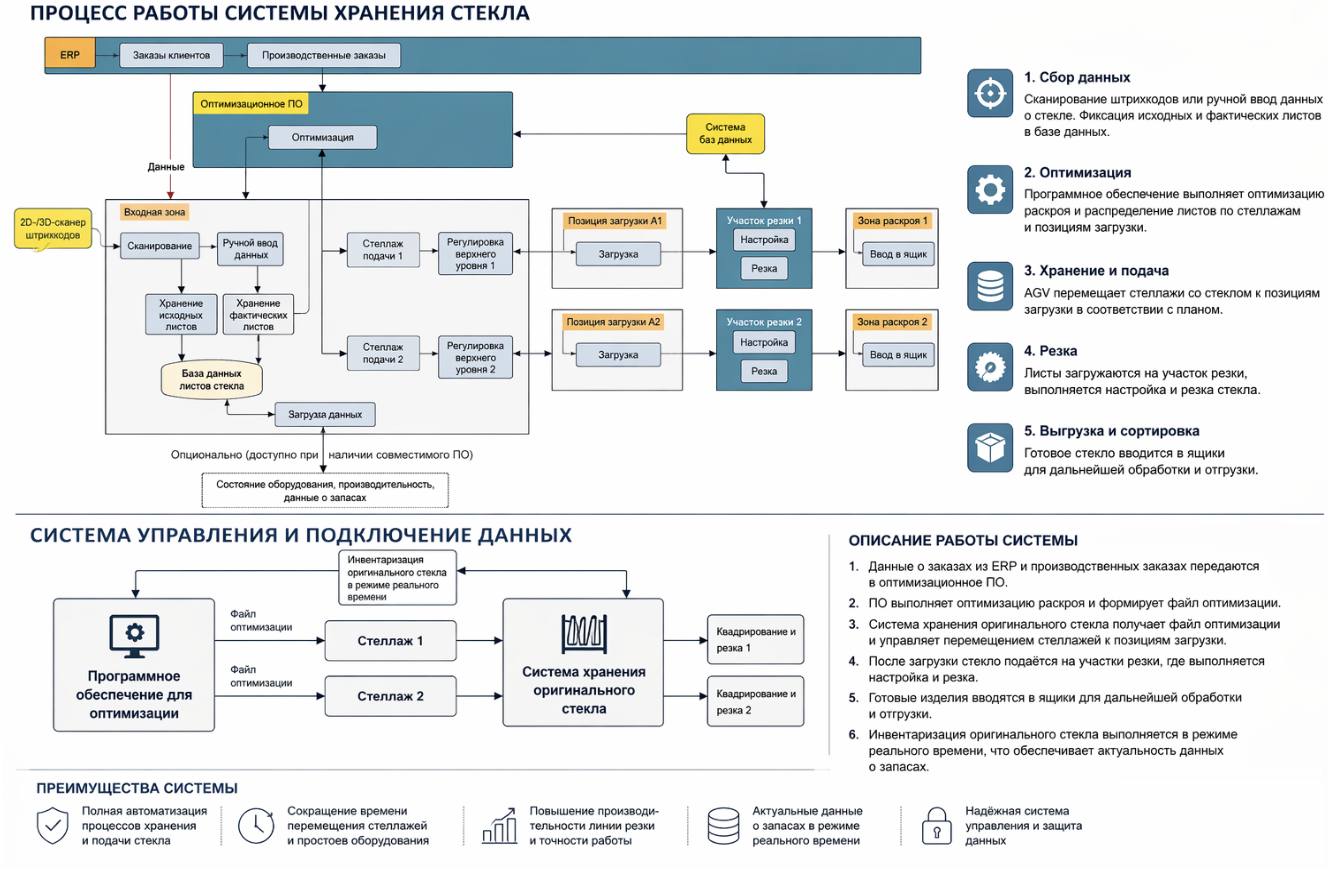
■ Для ПО оптимизации требуется передача файлов оптимизации в фиксированную общую директорию производственной линии.
■ ERP должна предоставлять интерфейсы по остаткам исходного стекла, отчетам о подаче, отчетам об использовании стекла и сообщениям о боях или фрагментах.
■ При работе по QR-коду или штрихкоду ERP должна обеспечить правила кодирования и API для получения информации о пакете исходного стекла.
8. Требования к размещению и инфраструктуре
Параметр
Требование
Электропитание
380 В (+/-10%), 50 Гц
Потребляемая мощность
10/15 кВт
Сжатый воздух
сухой воздух, не менее 0,6 МПа, 10 Нл/мин
Плоскостность основания
предпочтительно +/-15 мм; более +/-25 мм не допускается
Особое условие по основанию
при отклонении от +/-15 до +/-25 мм требуется согласование с техотделом и не менее 3 дополнительных недель до поставки
Нагрузка на основание
4/6 т/м²
Высота здания в свету
не менее 6 м
Температура эксплуатации и хранения
-15...+60 °C
Влажность
90% при 20 °C без конденсации; 50% при 40 °C без конденсации
Высота защитных ограждений
около 2 м
Важно для проекта
До подтверждения заказа рекомендуется дополнительно проверить компоновку площадки, фактические длины направляющих, привязку к линии раскроя, высотные отметки пола и точки подключения по электропитанию, воздуху и сети передачи данных.
9. Конфигурация оборудования
Компонент
Исполнение / бренд
Основная рама
национальный стандарт
Тяговый сервопривод
сервопривод
Конвейерный сервопривод
сервопривод
ПЛК
Siemens
Пневматические компоненты
AirTAC
Лазерный дальномер
Leuze
Подшипники редуктора и гнезда подшипника
Harbin Bearings
Низковольтные электрические приборы
Schneider или аналогичный бренд
Реле и контакторы
Schneider или аналогичный бренд
Источник питания постоянного тока
качественный отечественный бренд
Кнопки выключателя питания
Schneider или аналогичный бренд
Датчики
Bonner или аналогичный бренд
Кабель
качественный отечественный бренд
Лазерная связь
Leuze
10. Объем поставки
№
Наименование
Код
Количество
1
Система транспортировки стекла (AGV)
4228/6133
1 комплект
2
Программное обеспечение для хранения
--
1 комплект
11. Конструктивные особенности и надежность
Конструктивные и технические особенности системы
-
Согласно технической документации, перемещение по оси Y реализовано на базе сервопривода с применением лазерного дальномера и полного нижнего комплекта системы управления Siemens. Такое техническое решение обеспечивает высокую точность позиционирования, стабильность работы исполнительных узлов и формирование замкнутого контура управления. За счет этого система сохраняет координатную точность в процессе эксплуатации и не требует возврата в нулевую точку после каждого технологического перерыва, что положительно влияет на скорость цикла и общую производительность оборудования.
-
Для перемещения стекла предусмотрены механизмы зажима рамы и прижима, обеспечивающие надежную фиксацию и контролируемую подачу материала. Такая схема позволяет повысить стабильность работы загрузочного узла, снизить вероятность смещения стекла в процессе транспортировки и обеспечить более точное выполнение операций на последующих этапах технологического цикла.
-
Применение лазерной системы связи дополнительно повышает надежность работы оборудования. По сравнению с традиционными сигнальными линиями данное решение снижает риск возникновения помех, потери сигнала и отказов, связанных с износом кабельной инфраструктуры или нестабильностью контактов. В результате система управления работает более устойчиво, а эксплуатация оборудования становится более предсказуемой и безопасной.
-
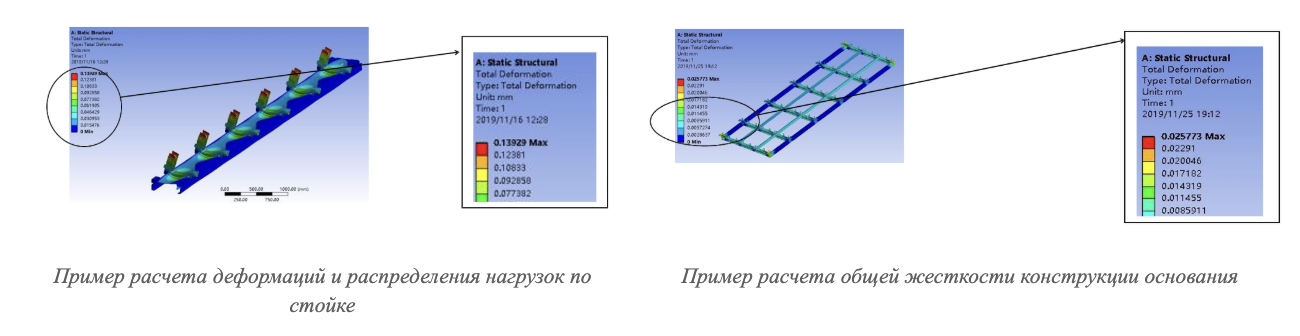
Отдельное внимание в конструкции уделено стойкам хранения стекла. Угол наклона каждой стойки регулируется индивидуально, что позволяет компенсировать возможную накопленную деформацию, возникающую в процессе длительной эксплуатации. Такая регулировка особенно важна для поддержания корректной геометрии хранения и подачи стекла, а также для снижения риска появления эффекта «затягивания» стекла загрузочной установкой при съеме листа или пакета.
-
Конструкция стоек хранения разработана с применением метода конечных элементов, что подтверждает расчетную устойчивость, достаточную жесткость и надежность конструкции при высоких эксплуатационных нагрузках. Это особенно важно при интенсивной работе склада, регулярных циклах загрузки и выгрузки, а также при длительной эксплуатации оборудования в производственных условиях.
-
В целом данная архитектура сочетает в себе точность управления, надежность перемещения и прочность несущих элементов, что позволяет обеспечить стабильную работу автоматизированной системы хранения и подачи стекла в составе современного производственного комплекса.
12. Итог
■ автоматизированная адресная подача исходного стекла на линию раскроя;
■ повышение прозрачности складских остатков и движения пакетов;
■ снижение зависимости от ручного сопровождения складской логистики;
■ готовность к интеграции с ERP, MES и программами оптимизации раскроя;
■ масштабируемая платформа для дальнейшего развития автоматизированного участка.
В результате заказчик получает не просто складскую систему хранения, а полноценный технологический инструмент для повышения управляемости производства, сокращения непроизводительных потерь времени, улучшения контроля за остатками и повышения общей эффективности участка раскроя стекла.
При необходимости настоящий документ может быть дополнен компоновочной схемой под конкретный производственный участок, перечнем доступных опций, уточненной технической спецификацией, схемой интеграции с линией раскроя, а также разделом с коммерческими условиями поставки.
Доставка товара
- Доставка до любой точки России транспортными компаниями
- Срочная доставка DHL (2 дня в любую точку России)
- Поставка "под заказ" от 5 до 10 дней.
Оплата товара
Наличный и безналичный расчет
Гарантия
Официальная гарантия от производителя
Сервис
Ремонт и обслуживание
-
Отзывы
ВЫ НЕДАВНО СМОТРЕЛИ
Электронные платы


ПРЕДСТАВЛЕННЫХ БРЕНДОВ

НА ВСЕ ТОВАРЫ НАШЕГО МАГАЗИНА

КАЧЕСТВА

РАБОТАЕМ В СРОК