Технология производства пластиковых окон
Оглавление
- Этапы производства пластиковых окон
- Проверка готовой продукции на качество
- Нюансы производственного процесса
Специализацией компании «Вега» является продажа производственного оборудования от крупных европейских и китайских фирм. В каталоге можно выбрать и приобрести автоматизированные современные установки для изготовления стеклопакетов или переоснащения производства. Специалисты проконсультируют, помогут с выбором подходящего оборудования и выполнят необходимое обслуживание.
Но любому владельцу бизнеса нужно разбираться в конструкции окон, основных производственных процессах.

Рис. 1. Металлопластикове окно
Этапы изготовления пластиковых окон
Между процессом производства стеклопакетов и пластиковых окон есть различия. Стеклопакет представляет собой герметичную конструкцию с несколькими стеклами и его производство является одним из этапов в получении окон.
В состав оконной конструкции входит от одного до нескольких стеклопакетов, которые объединяются фурнитурой, рамой, створками и другими деталями. Все расходные материалы можно сделать своими руками или приобрести готовыми. Теперь нужно разобраться в особенностях получения пластиковых окон.
Основные этапы производства пластиковых окон:
- Проектирование чертежа в электронном виде. На этом этапе замерщик приезжает на объект, проводит замеры, анализ конструкции и области установки. По выполненным измерениям, с учетом нормативов и требований клиента проектируется чертеж окна в цифровом виде. Часто при неверном выполнении данного этапа приходится заказывать новые окна.
- Нарезка профилей. Профили ПВХ нарезаются на заготовки определенного размера под углом 45 градусов. Применяется дисковая пила. Качество готовой конструкции в основном зависит от точности реализации данного этапа, поэтому требуется соблюдение стандартов и техники нарезки. Пластиковый профиль состоит из 1-8 камер. Уровень шумо- и теплоизоляции окна будет увеличиваться с количеством камер.
- Фрезеровка отверстий для установки фурнитуры, изготовление дренажа. Чтобы между стеклопакетом и профилем не появлялся конденсат, в створках нужно выполнить дренажные проемы на одинаковом расстоянии друг от друга. Также делают отверстие под язычок замка.
- Армирование профилей из металла. ПВХ приобретает дополнительную жесткость благодаря применению металлических армирующих профилей. Их монтаж осуществляют по периметру, фиксируя саморезами. Армирующие профили нарезаются ленточной или дисковой пилой с помощью шаблона. Полученная заготовка проходит зачистку и шлифовку.
- Сваривание металлических профилей. Это важный этап соединения армированных профилей. Для качественной работы применяются специальные автоматы, которые сваривают профиль по 4 углам с одновременным соединением стыков.
- Зачистка, шлифование швов. Способствует повышению презентабельности конструкции. Выполняется шлифовальным оборудованием с программным управлением.
- Фрезерование, монтаж импоста в раму. С помощью импоста окно делится на секции, для его подгонки под геометрию стеклопакета применяются импостные или фрезерные станки с ЧПУ. Проводится его обрезка, обработка и установка в конструкцию окна. При этом применяются уголки и саморезы.
- Монтаж фурнитуры. Такая важная деталь влияет на простоту регулировки, защищает окно от взлома и продувания. В ее состав могут входить механизмы для микропроветривания, откидывания и поворота створки. Основными компонентами является замок и ручка. Устанавливается фурнитура вручную или с помощью специального стенда. Из-за различия геометрии и конструкции всех оконных систем, часть деталей подгоняется с учетом характеристик окна.
- Уплотнение. Конструкция окна включает уплотнители, которые защищают помещение от проникновения звука, воздуха, влаги. Вдоль стеклопакета, на раму, створки и пазы крепят каучуковые и другие уплотнители. Их можно проклеивать закатными роликами или вручную, предварительно очистив поверхность с помощью гравера, монтажного ножа и пневмо фрезера.
- Крепление створок. Осуществляется навешивание готовых створок на специальные петли в раме. После фиксации петли маскируются пластмассовыми накладками. Только после этого специалист проверяет работу механизма на открытие и закрытие.
- Остекление. Как правило, установка стеклопакетов осуществляется на производственной площадке предприятия. Установка готовых стеклопакетов производится в раму с креплением к штапикам (профильным рейкам). Процедура предусматривает монтаж вставок в раму и профиль для создания зазора между стеклом и профилем.
После завершения монтажа стеклопакет крепится штапиками, то есть пластиковыми заготовками определенного размера и формы. Они оснащены защелкой для крепления с помощью прижатия. После установки в пазы штапики фиксируются по периметру оконной рамы. Для этого мастер пользуется специальным молотком, поверхность которого не повреждает пластик.
Перед началом остекления конструкция заготовок проходит предварительную очистку от стружек и пыли. Осуществляется ее очистка с обеих сторон.
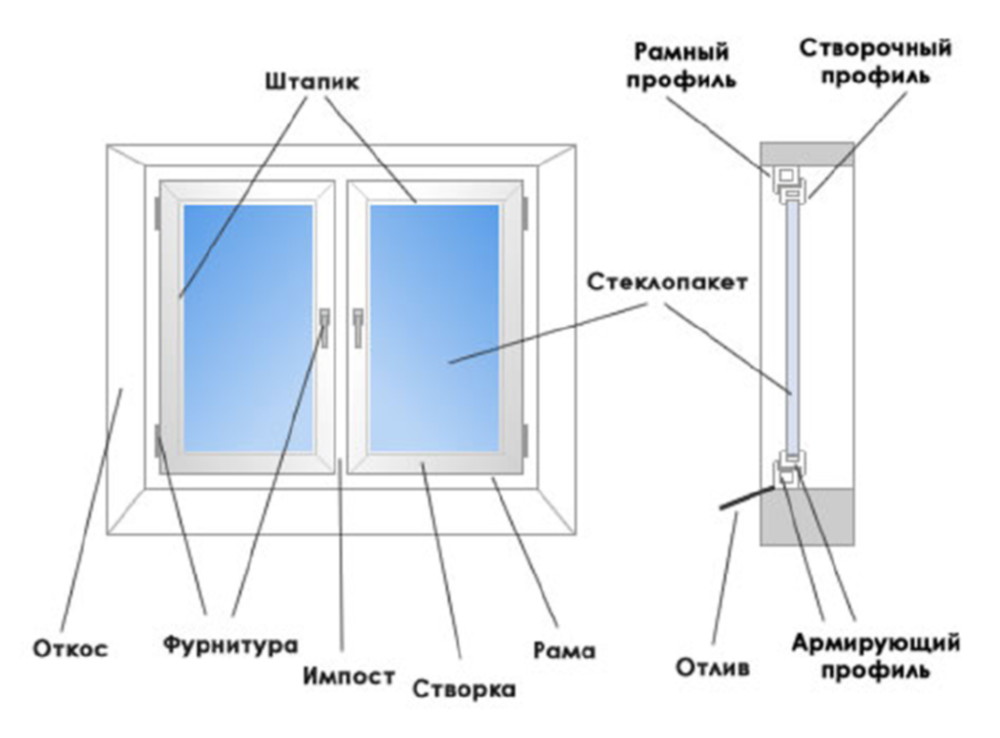
Рис. 2. Конструкция оконного блока
Проверка готовой продукции на качество
В состав всего производственного цикла обязательно входит технический контроль и лабораторная проверка качества полученной продукции. Качество профиля проверяется на следующие характеристики:
- Светопрозрачность.
- Ветростойкость, термостойкость.
- Внешний вид профильной системы.
- Вес погонного метра.
- Прочность, герметизацию сварочных швов.
- Склонность к деформациям и изгибам.
- Соответствие установленным параметрам.
После тщательной проверки осуществляется очистка стеклопакета, приведение его в товарный вид и реализация заказчику для дальнейшей установки.
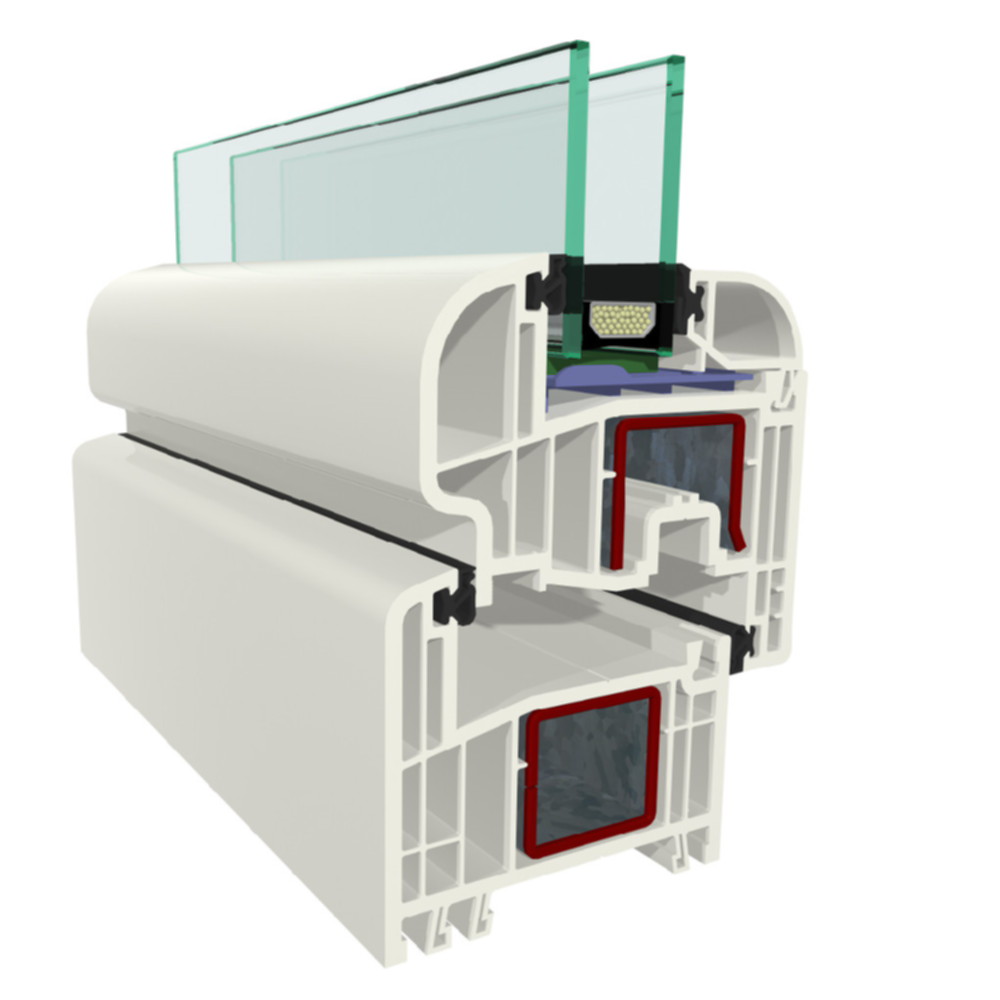
Рис. 3. Уплотнение зазоров
Нюансы производственного процесса
В зависимости от промышленных масштабов, техника получения пластиковых оконных систем может различаться. Также могут оказать влияние особенности оборудования и конструкции. В состав производственного процесса может входить оклейка профилей цветной пленкой перед нарезанием. Это выполняется для декорирования. Также может устанавливаться дополнительная герметизация и утепление стеклопакета.
Тоесть, процесс изготовления пластиковых окон является сложной процедурой. Многие профильные компании Европы и Российской Федерации остаются слабо автоматизированными, так как многие процессы проводятся вручную.
Компания «Вега» предлагает модернизацию производства, поставки на предприятия технологичного инновационного оборудования. Благодаря применению последних научно-технических моделей можно достичь высоких результатов в данном направлении, впервые воспользоваться современными решениями и соответствовать требованиям потребителя.
Применение автоматизированного оборудования станет гарантом высокого качества на всех этапах производства.